简答题
正确答案
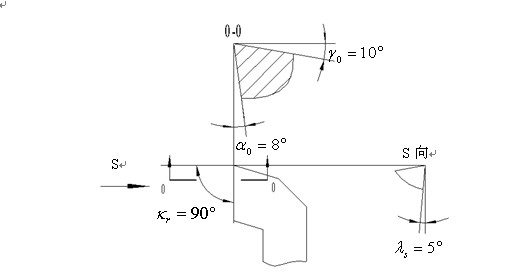
1)合理前角应为10°。适当增大前角会降低切削力,有利于精加工(4分)。
2)合理后角应为8°。0°后角因后刀面摩擦而不能使用;16°后角太大,会因后刀面磨损过快而影响径向加工尺寸(4分)。
3)合理主偏角应为90°。增大主偏角以减小径向切削力,有利于细长轴车削(4分)。
4)合理刃倾角应为5°。增大刃倾角以减小主切削力,同时正刃倾角也可减小径向切削力,还可促使切屑向背离已加工表面方向排出,这些有利于细长轴精车(4分)。
5)刀具草图如图所示(4分)
2)合理后角应为8°。0°后角因后刀面摩擦而不能使用;16°后角太大,会因后刀面磨损过快而影响径向加工尺寸(4分)。
3)合理主偏角应为90°。增大主偏角以减小径向切削力,有利于细长轴车削(4分)。
4)合理刃倾角应为5°。增大刃倾角以减小主切削力,同时正刃倾角也可减小径向切削力,还可促使切屑向背离已加工表面方向排出,这些有利于细长轴精车(4分)。
5)刀具草图如图所示(4分)

答案解析
略